
В
усилие смыкания относится к большой прижимной силы, которые могут быть применены к
прессформа зажимая структура прессформы машины инжекционного метода литья. Это набор
для того, чтобы противостоять экспансии сила, которая возникает, когда жидкая резина заполняет
пресс-формы под высоким давлением впрыска.
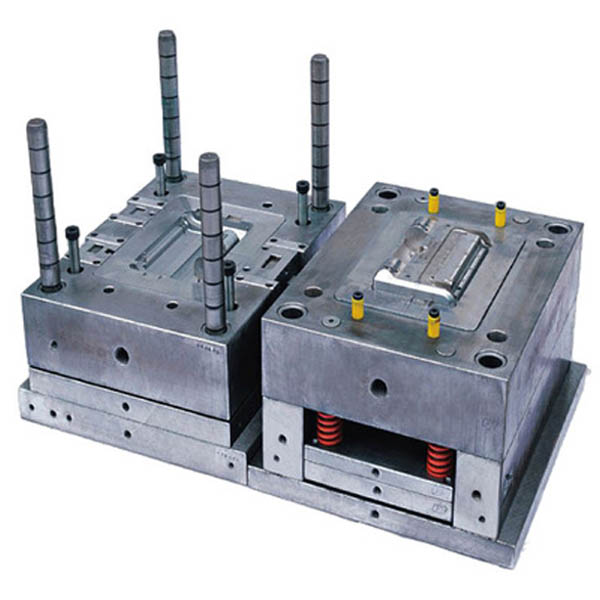
Во время
литья под давлением, вогнутые и выпуклые формы плотно закрытые вместе,
а затем расплавленная пластмасса впрыскивается в полость. Для того, чтобы избежать
прессформы PartinG поверхность толкают открытой полости давления, необходимо
чтобы применить усилие смыкания прессформы, иначе поверхность разъема будет
переполнение, в результате чего мигает продукта и значительно уменьшая продукт
доходность. Однако, слишком много прижимной силы не только увеличит износ
плесень, уменьшить воздействие выхлопных газов в полости, нанести продукт на ожог или
отсутствие материала, но и повысить требования для литья под давлением
машина: машина добавил с силой, износ увеличивается, а
укороченные помимо прессформы зажимая структуру и жизнь
гидравлическая система, порчи мощность также будет сформирована.
В
дополнение к нестабильной прижимной силы из самой машины, это позволит снизить
выход продукта и сократить срок службы литья под давлением
процесс машины для литья под давлением. Точность обработки формы
не является достаточно хорошим, и параллельность недостаточно высок. При частичной
нагрузка тяжелая, это даже приводит к обработке литья стержень
машина инжекционного метода литья для взлома, которая останавливает производство и приносит
ненужные потери для предприятия.
В
схема обработки прессформ впрыски высоко ценится в области
сегодня промышленное оборудование и его применение многочисленные и широкие. Есть
это прессформа впрыски конструкции прессформы, которая также является более популярным. Для
усилие смыкания термопластавтоматов,
так что
мы должны обратить внимание?
(1) в
толщина стены должна быть как можно более равномерным, а угол уклона должен быть
достаточно большим.
(2) переход части следует постепенно
и плавно перейти, чтобы предотвратить острые углы.
(3) ворота. Бегун должен быть широким
и как можно толще, и положении ворота должны быть установлены в соответствии с усушкой
и процесса конденсации. При необходимости, холодных скважин должна быть добавлена.
(4) на поверхность формы гладкая и
шершавость является низким (0,8)
(5) выпускного отверстия и пазы должны быть
достаточно для выхлопа воздуха и газов в расплаве.
(6) в
дополнение к ПЭТ, толщина стенки не должны быть слишком тонкими, как правило, не менее
чем 1mm.
В
обслуживание по переработке прессформы впрыски очень важно. Это должно быть известно
что никакого ущерба для обработки пластичная фабрика прессформы может привести к
приостановление производства. При нормальной эксплуатации пресс-формы, проверить
производительность различных параметров прессформы для определения текущего
состояние прессформы. Если есть проблема, полость, сердечник, система охлаждения
и поверхности разъема могут быть обнаружены повреждения. В то же время, несколько
важные детали должны также быть проверены на ключевые моменты: отстрел, роль
компонент руководства-обеспечить mold открытия и закрытия движения и выброса
из пластиковых деталей, если есть повреждения к частям, он может остановить производство.
Поэтому, если есть какие-либо износ или другие проблемы, необходимо выявить
их рано, чтобы избежать ненужных атак.







Xiamen JY Machinery Technology Co.,Ltd










